Разбор шин и цепей для бензопил

В некоторых ситуациях у обладателей бензопил может возникать некая путаница в понимании всех обозначений маркировки цепей для этих инструментов. По итогу это приводить к неудачным покупкам. Выбор бензопил зачастую определяется всего лишь несколькими основными критериями, одним из которых является шаг цепи. Данный показатель помогает выделить будущие возможности инструмента, в том числе его скорость распила, а также по нормам должен соответствовать уровню мощности двигателя. Как же маркируются цепи? Давайте разберёмся!
Шаг и его размеры
Шаг – это промежуточное расстояние между тремя заклёпками, которые располагаются рядом. Для правильного вычисления шага цепи следует произвести замер расстояния между осями трёх заклёпок, размещённых вблизи друг друга.
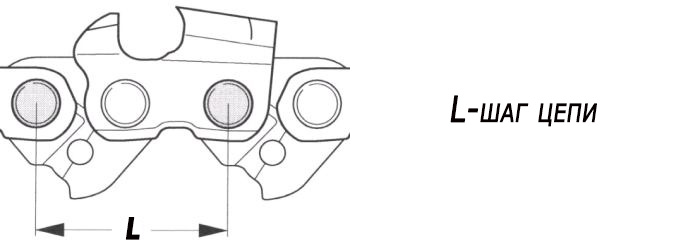
В виде формулы это выглядит следующим образом: L=S/2, где
L – это величины длины шага, которая в бензопилах характеризует степень удалённости двух зубьев по отношению друг к другу; S – значение промежутка между двумя крайними заклёпками из трёх.
Величина шага может быть также равна длине расстояния между двумя соседними хвостовиками.
Закономерность: чем больше будет расстояние между режущими зубцами, тем глубже они будут входить в распиливаемый материал
Путём увеличения размера шага цепи становится возможным повышение производительности бензопилы. Однако, в подобном случае изменяется степень прилагаемого усилия для осуществления вращения приводной звёздочки. И чем выше шаг цепи, тем большей должна быть мощность двигателей и больше физических сил затрачивается для её протяжки при распиловке материалов.
Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
| № | Расстояние между заклёпками | Шаг цепи (ширина в дюймах) |
| 1 | 6,35мм | 1/4 |
| 2 | 8,25мм | 0,325 |
| 3 | 9,3мм | 3/8 (0,375) |
| 4 | 10,26мм | 0,404 |
| 5 | 19,05мм | 3/4 |
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести: высокий уровень производительности за счёт широкого пропила; возможность выполнения сложных работ (валка крупных деревьев). Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются: низкий уровень вибрации; плавные движения при пропиле; чистота реза. Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.
Основные параметры цепей
Нанесение маркировки цепи предполагает наличие следующих параметров:
1.Шаг.
«0,325» – самый распространённый и минимальный размер шага, который используется в полупрофессиональных и бытовых бензопилах с малыми мощностями. Стандартная величина мощности под такой шаг колеблется в пределах от «0,325» до «3л.с.», но не выше «3,5л.с». При работе с таким типом цепи распил проходит более плавно, комфортно, без «порывов» обрабатываемых изделий.
«0,375» («3/8») – наносится на бензопилы с мощностью в «4л.с». Такая цепь применяется при распиловке древесины средней и малой толщины. От значения шага зависит точность и качество создаваемого пропила. В случаях отсутствия важности достижения высокого качества при работе бензопилой иногда особое значение имеет точность реза. Для этого необходимо обязательно учитывать зависимость шага на роспуск древесины по заранее нанесённым разметкам.
2.Толщина ведущих звеньев (хвостиков).
При работе бензопилы на её цепь приходится большая часть всех нагрузок. Учитывая это, ещё одной главной характеристикой работы пилы является толщина элементов звена, которое входит в пазы шины. Этот параметр также определяет общую толщину скрепляющих звеньев, которая измеряется с помощью обычного штангенциркуля.
К стандартным значениям толщины относят:
«1,1 мм» («0,043») и «1,3 мм» («0,05») – используются при производстве цепей начального уровня, которые предназначены для осуществления незначительных объёмов работ. Зачастую при таких значениях толщины звеньев длина шага цепи может составлять «0,325», что предполагает наличие невысоких нагрузок и щадящего режима работы. Поэтому их используют в бытовых и полупрофессиональных аппаратах;
«1,5 мм» («0,058») – самая распространённая величина толщины на рынке бензопил и комплектующим к ним. Такое значение способно обеспечить безопасную работу при величине шага в «3/8». Цепь с толщиной 1,5мм не предназначена для распила профессионального уровня;
«1,6 мм» (0,063) и «2,0 мм» (0,08) – предназначаются для проведения самых сложных работ. Металлом при изготовлении таких цепей служит сталь особых марок, а в конструкцию закладываются характеристики повышенной прочности.
Чем большей будет толщина звена и шире паз шины, тем высококачественнее считается бензопила, поскольку она способна выдерживать большие нагрузки.
3.Глубина реза.
Является отличительной особенностью производимых цепей и характеризуется высотой профиля режущих зубьев. Измеряется она промежутком между ограничителями и режущей верхней кромкой. На рынке могут быть представлены, как высокопрофильные (0,762 мм), так и низкопрофильные (0,635 мм) виды цепных изделий.
Чем больше высота профиля, тем выше вход в материал (глубина) и скорость распиливания.
Высокопрофильные цепи устанавливаются на бензопилы с повышенными мощностями двигателя. Информация о высоте профиля, как правило, прописывается в характеристике к инструменту. Профиль влияет на возникновение вибраций, вызывающие в последствии изношенность привода либо проблемы при удержании инструмента в руках. При этом чем выше режущие части, тем сильнее будет степень вибрации.
Бытовые типы бензопил оснащаются низким профилем. В полупрофессиональных устройствах могут сочетаться разные варианты типов цепей. Однако в большинстве случаев придерживаются принципа: В цепи с большим шагом устанавливают низкий профиль, а при шаге «0,325» — высокий. Такими вариациями повышается скорость распила не за счёт шага, а благодаря изменению глубины или высота профиля. Хотя в профессиональных инструментах акцент делают на повышение шага, объясняя это тем, что бензопила становится более управляемой.
4.Геометрия режущих зубьев
Профиль зуба может быть двух основных типов:

чипперный (в народе «серп») – имеет серповидную форму и отличается высокой производительностью. При эксплуатации легче затачивается и не требует соблюдения чётких углов заточки. Недостаток: риск возникновения высоких нагрузок и ухудшения режущих характеристик;
чизельный (в народе «семёрка») – имеет рабочую поверхность прямой формы в виде цифры «7». Применяются в цепях с шагом «0,404» или «3/8» на профессиональных пилах. Главный недостаток чизельных звеньев – сложность заточки режущих элементов и чувствительность к воздействию грязи.
5.Количество режущих зубьев.
Количество режущих зубьев определяется как соотношение числа зубьев к количеству направляющих в шине. В бензопилах хорошего производства должны сочетаться два направляющих звена в режущей части инструмента.
6.Тип заточки звеньев.
Тип заточки звеньев напрямую зависит от типа будущих работ. Классические виды бензопил применяются в большинстве своём для поперечного распила деревьев и редко используются для продольного распила. С учётом сопротивления дерева в обоих случаях в цепях может использоваться разный угол размещения звеньев. Сейчас можно встретить цепи со следующими типами режущих звеньев: продольный тип цепи – предполагает распил дерева вдоль его волокон. Угол реза достигает 5-15 градусов. поперечный тип – распил ведётся поперёк. Угол реза в цепях составляет 25-35 градусов.
7.Длина цепи
Длина цепи зависит от параметров и технических характеристик самой бензопилы: мощности, габаритов и др. При стандартном или нормированном натяжении цепи её длина чаще всего указывается в паспорте.
8.Порядок следования звеньев
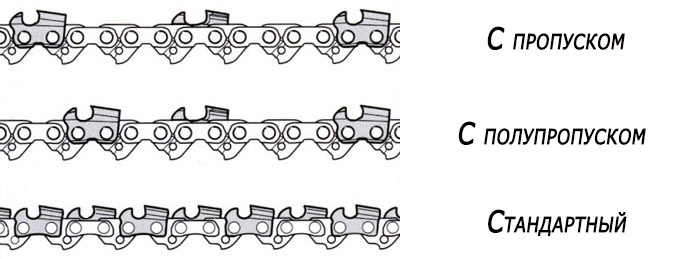
Последовательность расположения звеньев может быть разной:
стандартный – на каждое режущее звено в цепи приходится два ведущих звена;
с полупропуском – каждое третье по размещению звено в цепи заменено на так называемое соединительное;
с пропуском – в местах расположения каждого второго звена для реза устанавливается соединительное.
Зачем нужен пропуск звеньев в цепи? В самих цепях наиболее ценным является качество режущих звеньев, поскольку они изготавливаются по особым технологиям и имеют большую стоимость в отличие от соединительных звеньев. При невозможности укоротить цепь единственным вариантом удешевления стоимости цепи становится пропуск режущих элементов. В работе цепи с пропусками звеньев показывают сниженную производительность и быстро изнашиваются.
В целом, желая приобрести инструмент для распила древесины с максимальной эффективностью, не поленитесь дополнительно изучить маркировку цепей для бензопил, указываемую также в инструкциях к инструменту.